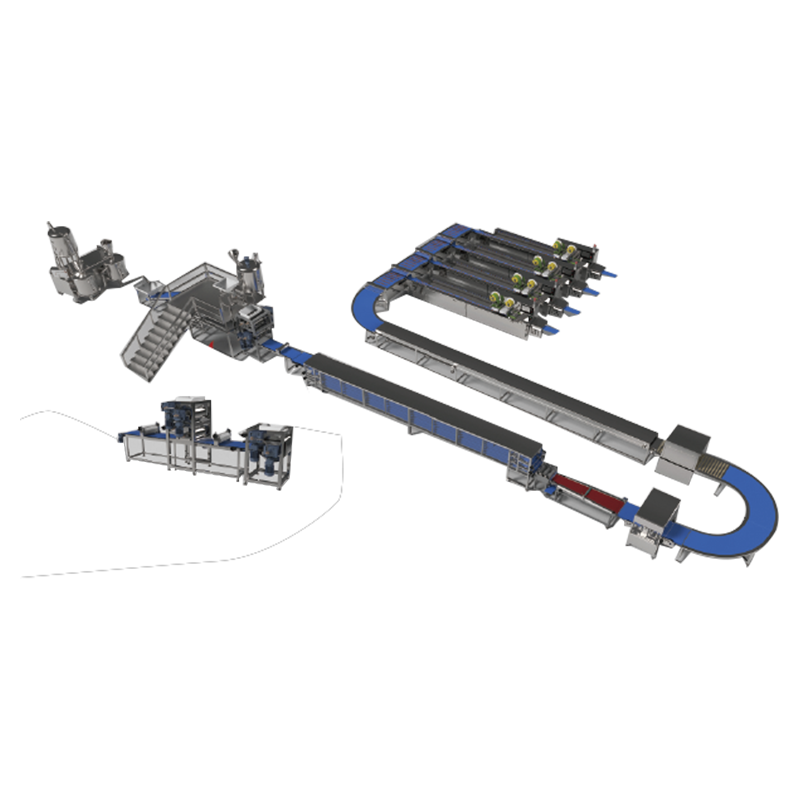
الف خط پردازش نوار شکلات اسنیکر مجموعه ای یکپارچه از تجهیزات تولید مواد غذایی است که برای تولید شیرینی شکلات شکلات در مقیاس طراحی شده است. نتیجه گیری اصلی ساده است: یک خط تولید کامل و با پیکربندی خوب Snicker می تواند خروجی های 150-600 کیلوگرم در ساعت را به دست آورد. بسته به درجه تجهیزات، سطح اتوماسیون و مشخصات محصول. این باعث می شود آن را به یکی از کارآمدترین فرمت ها برای تولید شکلات با حجم بالا تبدیل کند.
این خط معمولاً هر مرحله از پخت نوقا و آمادهسازی کارامل گرفته تا لایهبندی بادامزمینی، پوشش شکلات، خنکسازی، برش و بستهبندی نهایی را انجام میدهد - همه در یک جریان خودکار مداوم. درک نحوه عملکرد هر ماژول به تولیدکنندگان کمک می کند تا بازدهی را بهینه کنند، ضایعات را کاهش دهند و کیفیت محصول را ثابت نگه دارند.
الف standard خط تولید اسنیکر دنباله ای منطقی از مراحل پردازش را دنبال می کند. هر مرحله به یکپارچگی ساختاری و کیفیت حسی نوار نهایی کمک می کند.
لایه پایه یک نوار به سبک اسنیکر نوقا است که با مخلوط کردن شربت قند هوادهی، گلوکز، سفیده تخم مرغ و چربی در یک مخلوط کن پیوسته یا دسته ای تولید می شود. سپس نوقا بر روی یک تسمه نقاله یا داخل دال شکلدهنده قرار میگیرد و در آنجا به یک تسمه نقاله فشرده میشود. ضخامت یکنواخت معمولاً بین 10-20 میلی متر است . بافت ثابت در این مرحله برای دقت برش پایین دست بسیار مهم است.
کارامل در یک اجاق کاراملی پیوسته که شکر، شربت گلوکز، خامه یا چربی و امولسیفایرها را تحت حرارت کنترل شده ترکیب می کند، تهیه می شود. کارامل پخته شده در حالی که هنوز قابل انعطاف است روی لایه نوقا قرار می گیرد. دمای کارامل در زمان رسوب معمولاً بین 60 تا 75 درجه سانتیگراد حفظ می شود برای اطمینان از چسبندگی مناسب بدون تغییر شکل نوقای زیر.
بادام زمینی کامل یا نیمه برشته شده با استفاده از فیدر ارتعاشی یا اپلیکاتور غلتکی به طور مساوی روی سطح کارامل پخش می شود. یک غلتک فشار ملایم تضمین می کند که بادام زمینی در لایه کارامل جاسازی شده است. یکنواختی پوشش بادام زمینی به طور مستقیم بر قوام بصری و دقت وزن تأثیر می گذارد در نوار تمام شده
دال مونتاژ شده - متشکل از نوقا، کارامل و بادام زمینی - از یک تونل خنک کننده عبور می کند که در آن دما به کاهش می یابد. زیر 18 درجه سانتیگراد . این کار ساختار را قبل از برش محکم می کند. سپس یک کاتر چرخشی یا سیمی، دال را با حداقل تلفات محصول به قطعات جداگانه به اندازه میله تقسیم می کند.
تکههای تکهای از داخل یک شکلات شکلاتی عبور میکنند که در آن شکلات گرم شده (معمولاً در 29-32 درجه سانتیگراد برای انواع تیره یا شیری) تمام سطوح را به طور یکنواخت می پوشاند. یک دمنده هوا، شکلات اضافی را از پایین خارج می کند، و یک میز ارتعاشی، پوشش سطح را قبل از ورود میله ها به تونل خنک کننده نهایی صاف می کند.
الفfter enrobing, bars travel through a refrigerated tunnel at 8-14 درجه سانتی گراد برای چند دقیقه تا پوسته شکلاتی سفت شود. سپس میلههای کاملاً تنظیم شده به دستگاههای بستهبندی جریان یا بستهبندی بالش خودکار منتقل میشوند و چرخه تولید را تکمیل میکنند.
هر مرحله پردازش نیاز به تجهیزات تخصصی دارد. در زیر یک نمای کلی از اجزای ماشین آلات اولیه و نقش های عملکردی آنها آورده شده است:
| تجهیزات | تابع | پارامتر کلیدی |
|---|---|---|
| نوقا میکسر و سابق | الفerates and shapes the nougat base layer | خروجی: 100-500 کیلوگرم در ساعت |
| اجاق کاراملی | کارامل را در دمای کنترل شده می پزد و رسوب می دهد | دما: 60-75 درجه سانتیگراد |
| تغذیه کننده بادام زمینی / اپلیکاتور | بادام زمینی را به طور مساوی روی کارامل پخش می کند | یکنواختی پوشش 3±% |
| تونل خنک کننده دال | دال لایه لایه را برای برش سفت می کند | دمای تونل: 10-18 درجه سانتی گراد |
| روتاری / سیم برش | دال را به میله های جداگانه برش می دهد | سرعت برش: تا 120 برش در دقیقه |
| شکلات انروبر | میله ها را در شکلات دم کرده می پوشاند | دمای شکلات: 29-32 درجه سانتی گراد |
| تونل خنک کننده نهایی | پوسته شکلات را تنظیم می کند | دمای تونل: 8 تا 14 درجه سانتی گراد |
| جریان بسته بندی / دستگاه بسته بندی | میله های تمام شده را به صورت جداگانه می پیچد | سرعت: حداکثر 600 بار در دقیقه |
خطوط پردازش نوار شکلات اسنیکر مدرن در سه طبقه اتوماسیون عمومی موجود است که هر کدام برای مقیاسهای تولید و سطوح سرمایهگذاری مختلف مناسب هستند:
برای یک تولید کننده در مقیاس متوسط که 500000 تا 1000000 بار در روز را هدف قرار می دهد، یک خط تمام اتوماتیک با سرعت 400 کیلوگرم در ساعت با وزن متوسط میله 50 گرم تقریباً تولید می کند. 8000 بار در ساعت یا 192000 بار در هر شیفت 24 ساعته .
حفظ کیفیت ثابت نوار مستلزم کنترل فعال در چندین ایستگاه بازرسی در سراسر خط تولید اسنیکر است:
طراحی با درجه مواد غذایی در خط پردازش نوار شکلات غیر قابل مذاکره است. اصول کلیدی طراحی عبارتند از:
حتی خطوطی که به خوبی پیکربندی شده اند نیز با مشکلات تکراری مواجه می شوند. در زیر رایج ترین چالش ها و راه حل های عملی آورده شده است:
| چالش | علت | راه حل |
|---|---|---|
| چسبیدن کارامل به کاتر | کارامل در مرحله برش خیلی گرم است | دمای تونل خنک کننده دال را 2 تا 3 درجه سانتی گراد کاهش دهید |
| روکش شکلاتی ناهموار | شکلات خارج از محدوده طبع | دوباره کالیبره کردن واحد معتدل. محرک های شکوفه چربی را بررسی کنید |
| تغییر وزن میله > ± 3 گرم | ناهماهنگی ضخامت لایه نوقا یا کارامل | نازل های سپرده گذار را بازرسی کنید. غلتک های قبلی را مجدد کالیبره کنید |
| حفره های بادام زمینی در میله ها | لرزش فیدر خیلی زیاد یا کم است | الفdjust vibratory feeder frequency; clean hopper sensors |
| ناهماهنگی بسته بندی | تغییر طول میله پس از برش | سرعت برش را با سرعت تسمه نقاله همگام کنید |
تونل های خنک کننده و مخازن پخت و پز بالاترین مصرف کننده انرژی در خط تولید اسنیکر هستند که در کنار هم 55 تا 70 درصد از کل مصرف انرژی خط . اقدامات عملی برای کاهش هزینه های انرژی عبارتند از:
الف well-optimized fully automated line can produce one kilogram of finished bar using تقریباً 0.3-0.6 کیلووات ساعت بسته به شرایط آب و هوایی و چیدمان گیاه.
الف full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires طول 40 تا 80 متر و 4 تا 8 متر عرض، بسته به سطح اتوماسیون و طراحی تونل خنک کننده.
بله. با سپردهگذاران قابل تنظیم، قالبهای مدولار و برشهای قابل تنظیم مجدد، اکثر خطوط مدرن میتوانند بین فرمتها جابجا شوند. زمان تغییر به طور معمول است 20-45 دقیقه .
شکلات شیری با محتوای کاکائو بیشتر مورد استفاده قرار می گیرد 25-35٪ . Enrober بسته به مشخصات محصول، هر دو شکلات ترکیبی از پیش آماده شده و شکلات واقعی را کنترل می کند.
الف fully automated line at 400 kg/h typically requires 3-6 اپراتور در هر شیفت، بررسی های کیفیت، تکمیل بسته بندی و تنظیمات جزئی را پوشش می دهد.
با بسته بندی مناسب روکش شکلات و بسته بندی جریانی، عمر مفید میله های تمام شده به طور کلی است. 9-12 ماه در دمای محیط زیر 20 درجه سانتیگراد
Nougat پایه استاندارد است، اما این خط را می توان برای استفاده از لایه های پایه کوکی، ویفر یا غلات به جای آن تطبیق داد، و آن را به یک پلت فرم همه کاره برای قالب های چندگانه میله تبدیل می کند.

 کارخانه تجهیزات ماشین آلات خط تولید شکلات
کارخانه تجهیزات ماشین آلات خط تولید شکلات

 中文简体
中文简体 English
English